

Asphalt drum mixers that represent the harmony of design, details, and durability.

ALmix UF-Series Asphalt Drum Mixer, Skid-Mounted

The almix uf series recieved an asphalt contractor top 30 award in 2022.
Details. Design. Durability.
The UF Series of counter-flow asphalt plants has been designed for producers who appreciate the importance of the details at their hot mix asphalt production facility. These producers demand the highest level of efficiency, durability and safety at the plant. That’s why we design, customize and build each UF Series plant with the perspective of the customer in mind and deliver a product that is perfectly suited for their production needs and business strategy. Available in a variety of sizes, with countless features and options, the UF Series is the most adaptable line of asphalt plants on the market.
Start a conversation with our team today and see what you’ve been missing.
The ALmix UF-Series Counter Flow Drum Mixer | Configurations
ALmix offers both portable and relocatable configurations of the UF Series Drum Mixers. Each configuration has multiple drum sizes available ranging from 200 to 500+ TPH to help any asphalt producer meet their production demands:


Skid-Mounted Drum Mixers
Skid-mounted installations, (also known as “relocatable” asphalt plants) are ideal for long term usage when the highest production rates are required. Heavy steel support legs are supplied to grade with steel pads so that concrete piers need not be poured. These heavy support legs allow the drum mixer, as well as the other skid-mounted plant components of a UF Series Plant, to be relocated and set up with ease.
Portable Drum Mixers
When a job calls for paving far from your base of operations, plant mobility and durability are critical. The portable version of the ALmix UF Series Drum Mixer delivers features that allow portable operators to set up, produce and move to another location quickly and cost-effectively without sacrificing heavy-duty drum and component construction.
The ALmix UF-Series Counter Flow Drum Mixer | Features
The UF-Series Drum Mixer is loaded with features and additional available options, making it easily adaptable for whatever your market demands.
SLINGER CONVEYORS & GRAVITY CHUTES


Depending on your preference, the aggregate entry of the UF Series drum mixer can be equipped with a slinger conveyor, indexing slinger conveyor or gravity-fed chute.
Slinger Conveyor: The ALmix slinger conveyor is powered by a helical gear motor through a fully-digital VFD drive. This unit is of great advantage to producers in maintaining proper exhaust gas temperatures when switching between virgin, RAP and warm mixes. The slinger conveyor is reversible to allow for cold feed system calibration and bin clean-out.
Indexing Slinger Conveyor: ALmix’s slinger conveyor equipped with the ability to index in and out of the drum’s aggregate entry through the use of air-actuated cylinders.
Gravity-Fed Chute: The ALmix gravity-fed chute is equipped with electric vibrators to ensure the flow of materials into the drum. The chute is also equipped with an air-actuated bypass flop gate for calibration of the cold feed system as well as bin clean-out, and is Hardox-lined for the protection against abbrasive aggregates.

DRUM SHELL OPTIONS
Contractors may choose from 3/8”, 1/2” or 5/8” drum shell thickness. Regardless of thickness, each drum shell is fabricated in-house using A-572 Alloy Steel Plate.
DRUM FLIGHTING & VEILING
Portable ALmix UF Series Drum Mixer - Flighting design
The UF Series drum mixer is of the counterflow design and includes a special bolt-in flight design, that when combined with optional VFD-controlled rotational speed, provides maximum drying and mixing efficiency, lower stack temperature and reduced fuel consumption.
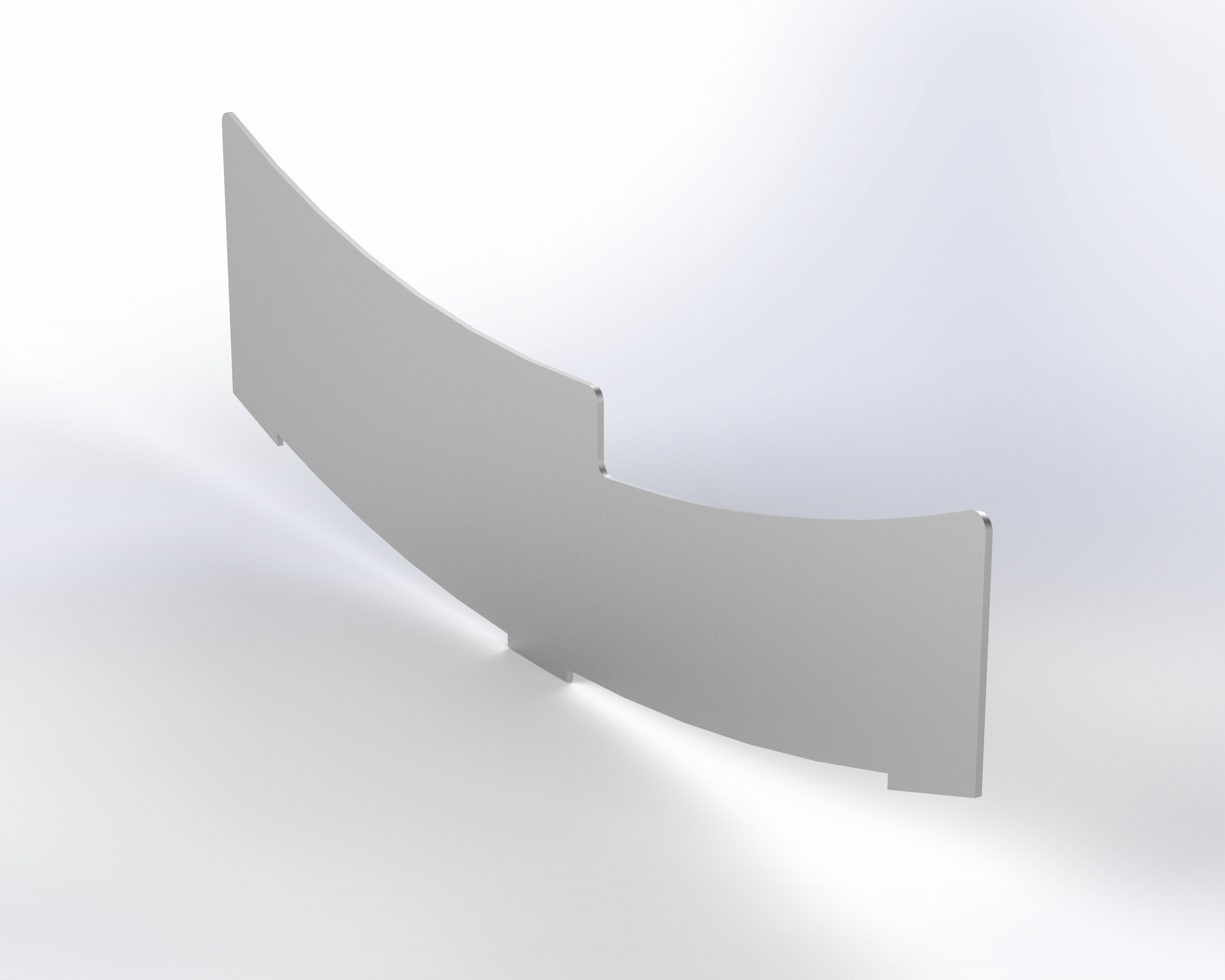
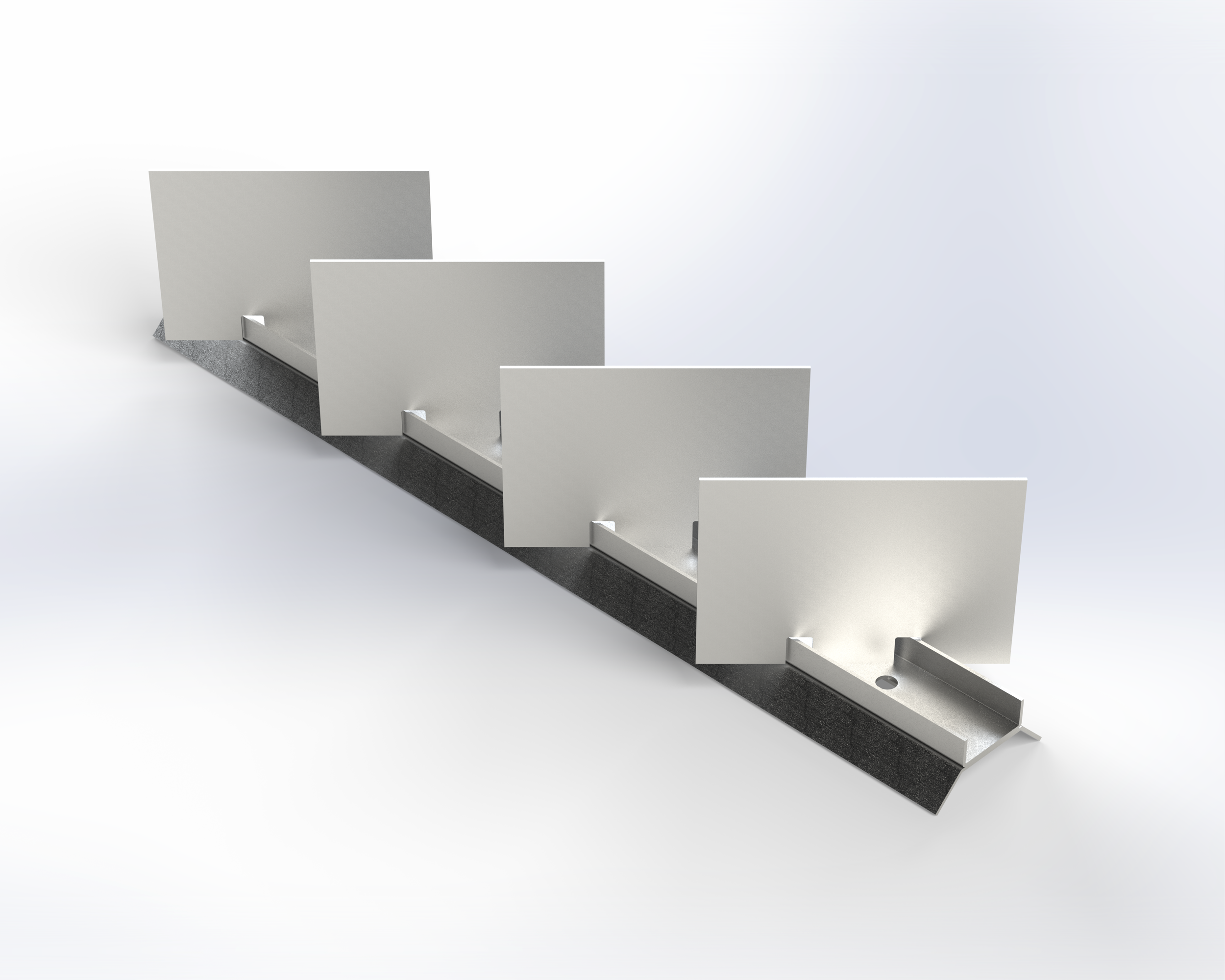

The drum entry begins with spiral and pusher flighting designed to move aggregate into the drum. This is followed by a drying zone incorporating veiling flights constructed from abrasion-resistant steel. The burner combustion zone incorporates our specially designed combustion flights. The ALmix combustion flights can be constructed from either abrasion resistant T-1 alloy or optional Grade 310 Stainless Steel, and continually move the superheated material through the combustion zone without carrying or veiling the material through the flame. The combustion flights also act as a primary wear surface which relieves the drum shell from direct abrasion and from the direct intensity of the burner flame. The mixing zone is equipped with our specially designed castle mixing flights, which are “bolt in” to allow the customer endless flexibility in mix zone adjustments. Optional VFD-controlled drum speed allows fine tuning of the veiling pattern to accommodate maximum efficiency for each mix design. High wear packages are also available on all models.
DRUM DRIVE SYSTEM & TRUNNIONS

ALmix 114UF Drum Mixer Trunnion Assembly (With Guards REmoved)
Each ALmix drum mixer is trunnion-driven by four premium efficient motors through fully-digital VFD drives. The provision for variable speed is especially useful during the production of high RAP percentage mixes and warm mix asphalt to allow changing of the aggregate veiling characteristics. Our trunnions are are machined and heat-treated and are fitted with TIMKEN AP (All-Purpose) bearings.
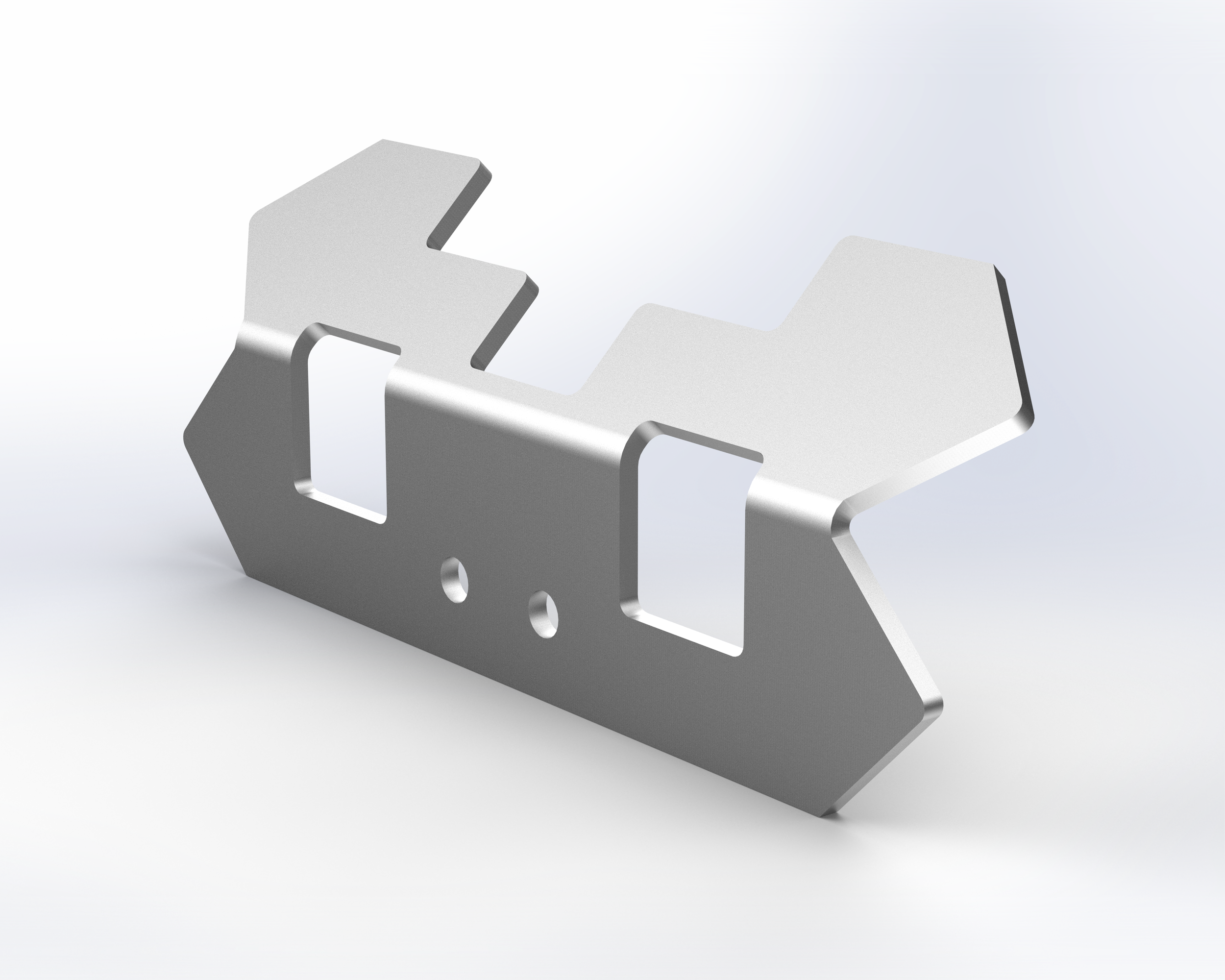
SINGLE-POINT TRUNNION ADJUSTMENT SYSTEM
SINGLE Point Trunnion Adjustment system
The ALmix Single-Point Trunnion Adjustment System is standard on every model. A centering or pivot pin is located on the trunnion assembly base at the centerline intersection of the trunnion and drum tire. This centering or pivot pin maintains centerline alignment while allowing the trunnion assemblies to be adjusted using a single-point adjuster. This system greatly increases the ease of tire and trunnion training in the field.

ALmix drum tire & Guide Rollers
DRUM TIRES, SPRING PLATE MOUNTINGS & GUIDE ROLLERS
The trunnions drive two steel tires made from one-piece forgings. The drum tires are mounted to the drum with bolt-on spring plate mountings to allow for differential expansion and contraction between the drum and the tire. Two guide rollers are provided to insure the proper operating position of the drum mixer assembly.

Drum Mixer Spring Plate Mountings

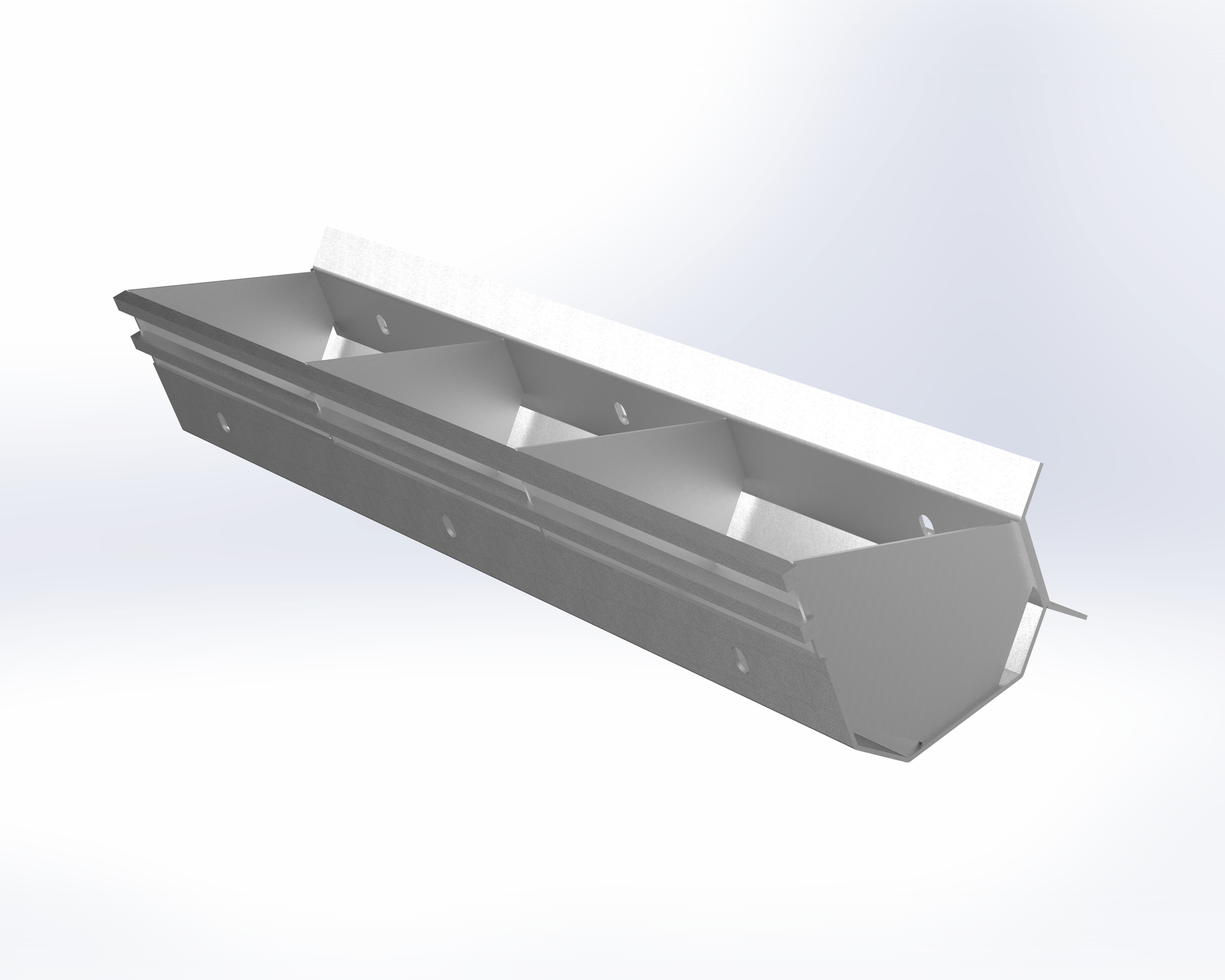
RAP (RECYCLED ASPHALT PAVEMENT) & DUST COLLAR on UF Series
RAP (RECYCLED ASPHALT PAVEMENT) & DUST COLLAR
A RAP and dust entry collar is mounted around the drum shell so that the material enters the drum following the drum’s combustion flights, shielding the RAP from the burner flame. RAP enters into the collar through gravity gates. The RAP entry is also equipped with an air-actuated bypass flop gate for calibration of the RAP system as well as RAP bin clean-out.

ALMix Insulated Portable UF Series DRUm mixer
DRUM INSULATION
The ability to fully insulate the drum shell, allowing for prolonged hot stops or mid-stream stops as well as fuel savings, is optional for every UF Series drum mixer model.
The ALmix UF-Series Counter Flow Drum Mixer | Plant Components
Each UF-Series asphalt plant can be fully customized with our complete line of asphalt plant components and equipment to create an end product that is perfectly suited for your production demands and business strategy.

COLD FEED SYSTEMS & AGGREGATE PROCESSING: Choose from multiple bin configurations and bin sizes in either portable or skid-mounted setups. Our bins have been engineered with the most advanced technologies allowing your plant to be both precise and safe. Then, customize your aggregate processing features including scalping screens, weigh conveyors and more.

RAP SYSTEMS & RAP PROCESSING: Like our cold feed systems, choose from multiple bin configurations and sizes. Vibrators to facilitate material flow come standard. Available RAP proceessing features include RAP screens, belt magnets, RAP crushers made in-house and closed-loop RAP systems to process even the most difficult RAP pile.

CONTROL HOUSES: Choose from our selection of portable or relocatable control houses, including single-room, split-level and full two-story designs. Each ALmix Control House is designed as a total system operator station. They are loaded with industry-leading features and are designed to keep your crew safe and focused on your plant running smoothly.

STORAGE SILOS: Choose your hot mix storage setup from our line of silos, built with a focus on efficiency, strength and versatility. Designs available for both long term and short term storage in a variety of different sizes. Self-erecting silos with up to 80-Ton capacity are available where portability is needed. We can also provide our own load-out system for precise silo control and easy truck loading.

BAGHOUSES: Our team will ensure that you choose the right sized baghouse for your plant based on your production goals. Our portable or relocatable baghouses are reverse-air style that require no compressed air for cleaning, and are designed to exceed any environmental regulations at your plant’s location. Customized dust return systems and additive feed systems are available.

ASPHALT STORAGE TANKS: Choose vertical AC tanks for maximum efficiency at longer installations or our portable AC tanks for plants on the move. Both designs can be loaded with features and options including calibration tanks, automated valves, pressure level gauges, tank agitators and more. Metering pumps, transfer pumps and warm mix systems are available as part of your plant’s asphalt system.

Silo Blue Smoke Control
The ALmix UF-Series | Environmental Peace of Mind
A “Good Neighbor Policy” is critical to the long-term health of our industry. It is no longer enough to comply with stringent federal, state and local environmental requirements. You must be proactive as a contractor in monitoring fugitive emissions, fumes and blue smoke.
Control of blue smoke and fumes created at the silo, slug feeder gates, slat conveyor and AC storage tanks can be contained. Consult with ALmix’s engineers for help complying with local codes and restrictions. With environmentally friendly features like counterflow designs, total air burners to use less excess air and warm mix systems to produce less blue smoke, the UF Series is the ideal choice.
